

High-moisture food products present unique challenges for food packaging equipment. From condensation buildup to weakened corrugate strength, excess moisture can disrupt end line packaging performance and cause repeated case sealer machine failures. If your automatic case sealers struggle with inconsistent tape adhesion, crushed cartons, or jammed cases, moisture is often the root cause.
This guide explains why case sealers fail in high-moisture environments and how to troubleshoot packaging issues before downtime escalates.
Why High-Moisture Foods Create Packaging Problems
Products such as fresh produce, poultry, seafood, chilled meals, and frozen items introduce moisture into the packaging process in multiple ways:
- Condensation from temperature differences
- Product drip or purge
- Humid processing environments
- Cold-chain transitions
Moisture affects both the product, corrugated case, and tape adhesion. When corrugate absorbs moisture, it loses rigidity and compressive strength. That weakness directly impacts how well a case sealer machine performs as part of your end of line packaging equipment.
For a helpful overview of how moisture level impacts packaging choices, see Packaging Strategies for Low and High Moisture Foods (Agriculture Institute).
How Moisture Causes Case Sealer Failures
1. Tape Adhesion Problems
Case sealers rely on pressure-sensitive tape to create a strong bond. Moisture on the carton surface reduces tape adhesion.
Common symptoms:
- Tape lifting at edges
- Incomplete center seams
- Tape detaching during palletizing
- Poor cutting and boxes not completely sealed or tape wasted
Even the best industrial food packaging equipment cannot force tape to stick reliably to damp, softened corrugate.
If you want a quick reference point for the equipment involved in sealing, SPS outlines options and configurations under Case Seals.
2. Carton Compression and Crushing
High moisture weakens corrugated board. When a case flaps are folded and pass through compression rollers in end of line packaging equipment, weakened cartons may deform.
This leads to:
- Misaligned flaps
- Skewed sealing
- Jammed conveyors
Industrial food packaging equipment must be calibrated to account for carton strength variations.
3. Slippage and Tracking Errors
Moisture increases friction inconsistencies on conveyor belts. Wet cartons may slip, causing:
- Inaccurate tape placement
- Off-center sealing
- Repeated case rejects
- Wasted tape
In high-throughput operations, small tracking errors compound quickly.
How to Troubleshoot Packaging Issues in High-Moisture Environments
If your case sealer machine is failing, take a systematic approach.
Step 1: Inspect Carton Integrity
Evaluate incoming corrugate:
- Has it absorbed ambient humidity?
- Is it stored in climate-controlled conditions?
- Does it meet strength requirements for high-moisture applications?
Upgrading to moisture-resistant corrugated materials may reduce failure rates.
Step 2: Adjust Case Sealer Settings
Tape needs two things: correct placement and correct pressure. Moisture makes both harder.
Look for:
- Tape head alignment drift
- Inconsistent wipe-down pressure
- Rollers applying too much compression (crushing weak cases)
If you’re seeing recurring issues, it’s often worth having an equipment-level assessment done. SPS supports performance tuning through Design, Improve & Maintain services focused on reliability in real plant conditions.
Step 3: Evaluate Tape Type and Adhesive
Not all tapes perform equally in humid environments.
Consider:
- Hot melt adhesive tape
- Acrylic adhesive formulated for cold storage
- Higher tack adhesives for wet surfaces
Selecting the correct tape specification is often overlooked in food packaging equipment optimization.
Step 4: Control Environmental Conditions
If feasible, control humidity levels in the end line packaging area.
Strategies include:
- Dehumidification systems
- Air curtains
- Improved airflow circulation
- Do not store boxes and tape in the cold environment/packing area
While not always possible in food processing, even small humidity reductions can improve automatic case sealer performance.
Step 5: Upgrade Equipment When Necessary
When moisture is chronic, the fix may not be another adjustment. It may be adapting equipment and materials to match the environment.
If you’re running frequent washdowns, high humidity, or heavy condensation, your facility may benefit from purpose-fit end of line packaging equipment designed for food environments. Full stainless-steel equipment may or may not be in your budget. Most MFGs offer partial stainless-steel kits and upgrades.
SPS provides case erecting and sealing solutions specifically under Case Seals, which can be configured around moisture-heavy applications.
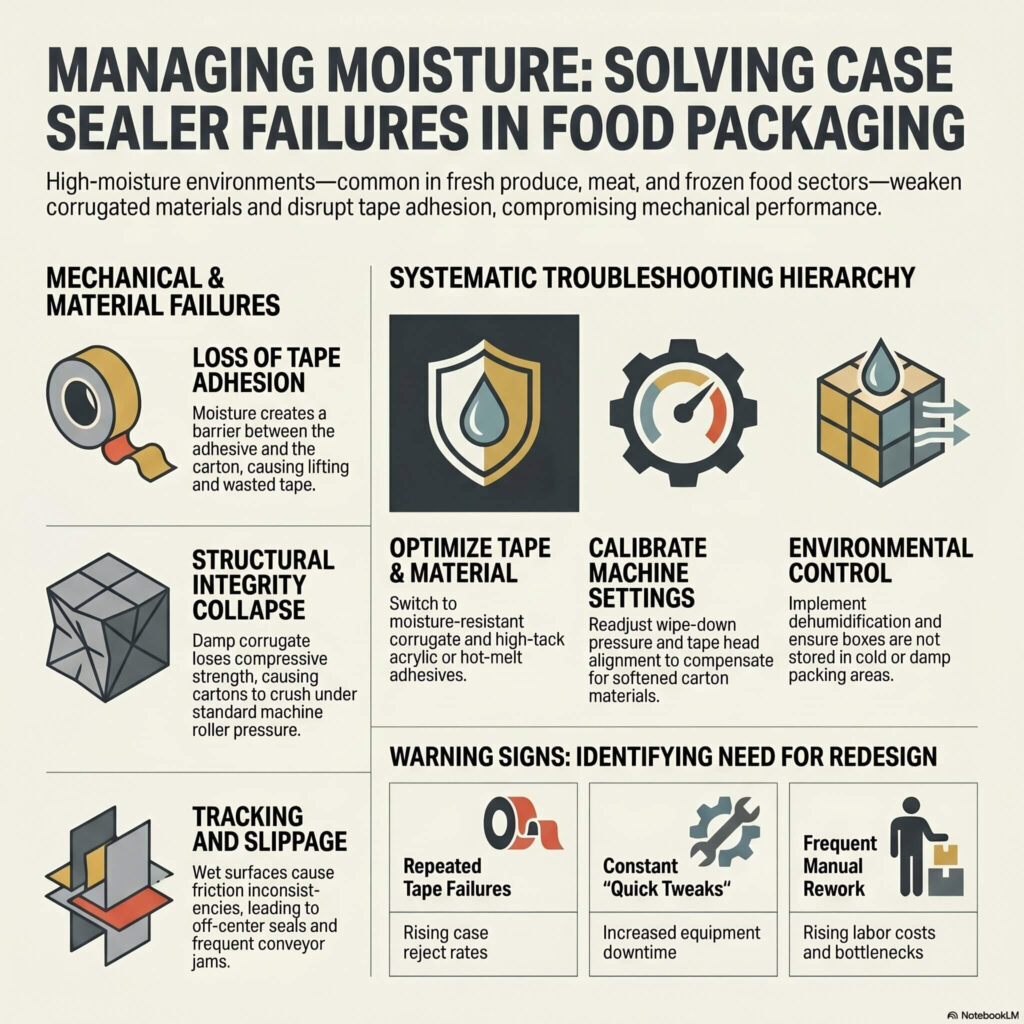
When Is It Time to Redesign the End Line?
If your team is constantly adjusting the automatic case sealer to make things work and still getting inconsistent results – it may be a sign the system is misaligned, not just the tape head.
Warning signs:
- Repeated tape failures across shifts
- Rising case reject rates
- Increasing manual rework
- Frequent downtime for “quick tweaks” that never stick
At that point, a system-wide approach is usually more cost-effective than constant firefighting. That’s where SPS’s Design, Improve & Maintain capability fits.
How High-Moisture Products Impact End Line Packaging Strategy
High-moisture food products require packaging systems engineered for:
- Environmental resilience
- Material compatibility
- Sanitation compliance
- Mechanical precision
Case sealers are not isolated components. They operate within a broader end-of-line packaging ecosystem that includes case erecting, conveying, sealing, labeling, and palletizing.
Failure at one stage often indicates an upstream or environmental issue.
Facilities experiencing persistent sealing failures should evaluate the entire packaging flow, not just the automatic case sealer.
When to Contact an Equipment Specialist
If internal troubleshooting does not resolve repeated sealing failures, external evaluation may be necessary.
SPS supports processing facilities with:
- System diagnostics
- Equipment upgrades
- Maintenance optimization
- Full end line redesign
For support, visit our Contact page.
FAQ: Case Sealers and High-Moisture Food Packaging
Moisture prevents proper adhesion between tape adhesive and corrugated surfaces, causing lifting or separation.
They can, but performance depends on correct tape selection, compression settings, and carton integrity.
Not always. Many issues can be resolved through calibration, adhesive changes, and environmental adjustments. However, older equipment may lack moisture-resistant features.
Start with carton condition, then review tape specification, adjust compression settings, and evaluate humidity levels before considering equipment replacement.